


Verspanen van Aluminium - Blog Ellen Vaders
Door Ellen Vaders
Aluminium is een materiaal dat goed te verspanen is. Door bewerkingen, zoals draaien en frezen etc., is er ook een enorme vormvrijheid om producten te realiseren, al bij geringe aantallen.
Wat zijn de bijzonderheden van het verspanen van aluminium?
1. Gebruik het juiste gereedschap
2. Eisen aan de machine
3. Smering
4. Scherpe overgangen vermijden
5. Legeringen voor verspanen
6. Vorm van de spaan
Gebruik het juiste gereedschap
Voor het verspanen is het van belang dat de juiste verspaningscondities worden toegepast. Dit begint met de geometrie van het snijgereedschap. Aluminium vereist een relatief grote spaanhoek en vrijloophoek. Het speciale snijgereedschap voor aluminium wordt hiermee uitgerust.
Ook heeft aluminium de neiging om aan te kleven op het snijvlak, met name bij ongunstige snijcondities, waardoor een valse snijkant wordt opgebouwd. Om deze opbouw op het gereedschap te voorkomen wordt het gereedschap voor aluminium zo glad mogelijk gemaakt. Door bijvoorbeeld gepolijste snijkanten of speciale coatings wordt wrijving gereduceerd en de opbouw voorkomen.
Eisen aan de machine
De machine voor het verspanen van aluminium zal extra stabiel moeten zijn. Aluminium laat zich goed verspanen op hoge snelheid, doordat het aluminium de warmte bijzonder goed geleid. Temperatuursverhoging, en ongunstige gevolgen voor verspaningscondities, wordt hiermee voorkomen. Stabiliteit van de machine bij de hoge toerentallen is dus voor aluminium van groot belang. Inwendige trillingen leiden tot afkeur van producten of eventueel zelfs tot schade aan de machine.
De (hoge snelheids)bewerkingscentra of machines zullen moeten beschikken over voldoende vermogen. Het verspanen van aluminium bij hoge snelheden met voldoende aanzet stelt deze eisen aan het vermogen van de machine. Voor het frezen van staal gelden waarden van ca. 6 m/s, voor aluminium 30 m/s en hoger.
Smering
Veel aluminium legeringen kunnen goed verspaand worden zonder koel- en smeermiddelen. Worden er toch koel- en smeermiddelen ingezet, bijvoorbeeld voor legeringen met een hoog siliciumgehalte, meer dan 10%, dan zijn er vier aspecten om rekening mee te houden.
Ten eerste, gebruik bij voorkeur een verdampende verspaningsvloeistof om extra warmte te onttrekken. Ook bij de hobbydraaibank in de schuur hoor en zie je direct verbetering als je zo’n middel toepast.
Ten tweede, let op bacteriegroei in de verspaningsvloeistof. Dit kan resulteren in een zeer lage pH waarde waardoor je het aluminium aantast/aan-etst. Dit geeft een ongewenst corrosiebeeld.
Ten derde, droog aluminium onderdelen. Als producten nat blijven liggen laten koel- en smeermiddelen aftekening op het aluminium achter en leiden daarmee tot beschadiging van het uiterlijk van aluminium producten.
Ten vierde, het klassieke gebruik van verspaningsvloeistoffen (volle straal op de frees) veroorzaakt grote thermische schokken, waardoor er scheurtjes kunnen ontstaan in de snijkanten. Dit kan de standtijd van het gereedschap bekorten en maakt deze onvoorspelbaar. Het is aan te bevelen om eerst droog te frezen, of gebruik te maken van een gedoseerde hoeveelheid snijolie/vloeistof, gericht op de verspaningszone in plaats van op de frees.
Scherpe overgangen vermijden
In CAD is het makkelijk om scherpe kanten te engineeren terwijl dit voor het product zeer nadelige impact bij de belasting tot gevolg kan hebben. Het toevoegen van radiussen in het ontwerp van ~ 0,5 mm levert een enorme verbetering voor de toepassing van het product op. Deze radius moet in het gereedschap opgenomen worden.
Een scherpe overgang leidt tot kerfwerking waardoor een product, zeker als er sprake is van een legering met weinig rek, voortijdig kan gaan scheuren met breuk tot gevolg.
Doordat de CAD file steeds vaker direct wordt ingelezen naar de bewerkingsmachine wordt deze stap, voorheen vaak gedaan door de vaklui aan de machine, nu (per ongeluk) achterwege gelaten. Mee engineeren dus!
 Legeringen voor verspanen
Legeringen voor verspanen
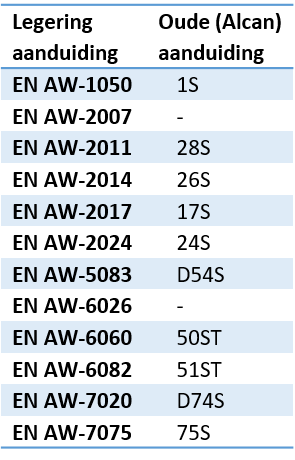
Afhankelijk van de uitgangsvorm kom je bij verspanen heel veel verschillende aluminium legeringen tegen. Standaard profielen zijn vaak van een EN AW-6060 T6 legering (oude aanduiding 50ST F22) en die zijn prima te bewerken voor bijvoorbeeld verstekzagen, gaten boren etc. Maar in de verspaningsindustrie kom je vaak ook andere legeringen tegen. Bij toolingplate en/of spanningsarme platen zijn dat weer andere legeringen dan voor staf en strip. In een vorig Blog hebben we al gesproken over toolingplate dus nu focussen we op de staf-materiaal. De legeringen die je tegen kan komen zijn legio. Hierbij een opsomming: EN AW-2007, 2011 (28ST), 2014, 2017, 2024, 6012, 6026, 6060 (50ST), 6082 (51ST), 7075, ook kan je de EN AW-7020, 5083, en 1050 vinden maar dat is vaak in speciale toepassingen. De EN AW-6012 wordt steeds minder gebruikt vanwege het loodgehalte in de legering. De EN AW-6026 kun je hier als vervanger voor inzetten.
In de verspanende industrie kom je relatief veel de 2000 legering tegen. Dit wordt ook wel als automatenkwaliteit betiteld. Door de toevoeging van het element koper is de sterkte van deze legering behoorlijk, echter de corrosiebestendigheid en anodiseerbaarheid is minder gunstig. Je ziet dan ook steeds vaker de 6000 legeringen toegepast, waaronder de EN AW-6082. Voor ideale verspaningscondities is de eerder genoemde legering EN AW-6026 ontwikkeld met gunstige sterkte, anodiseereigenschappen én een zeer goede spaanbreking.
Vorm van de spaan
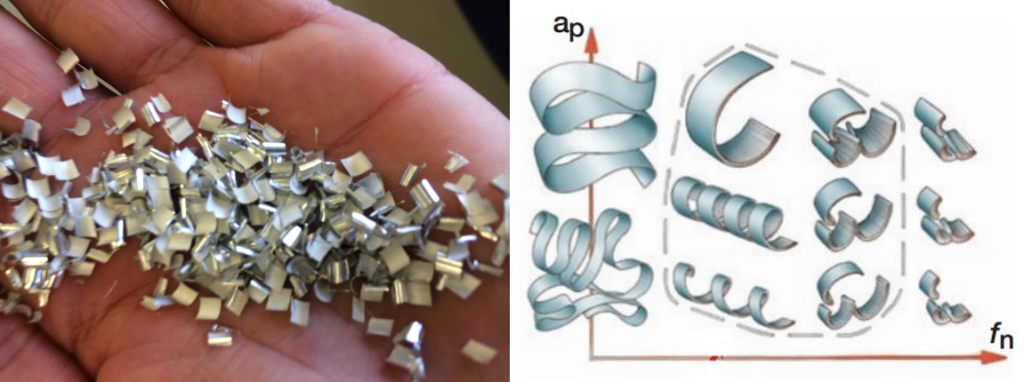
Afhankelijk van de legering en ook van het bewerkingsproces hebben de spanen verschillende vormen. Over het algemeen hebben kortspanige legeringen de prettigste bewerkingseigenschappen. Een lange lintspaan zoals bij een zuivere kwaliteit (bijv. de EN AW-1050) levert bij draaien een kluwen rond de klauw op en dit is ongunstig voor het proces. Hierboven in de afbeelding zie je mooie aluminium spanen in de hand.
