Materiaalkeuze in het constructief ontwerp
Erik Tempelman TU Delft Industrieel Ontwerpen / NSFD Engineering Education
Gerben Krielaart, AVANS Hogeschool
1. Introductie
Als we iets willen construeren, dan moeten we besluiten uit welke materialen onze constructie gaat bestaan. We kunnen daarbij gebruik maken van theoretische inzichten uit het vakgebied van de technische materiaalkeuze, dat vooral door professor Michael Ashby op de ingenieurskaart is gezet. Zijn kleurrijke “bubble plots”, zoals degene in Figuur 1, maken hier deel van uit. U ziet hier voor diverse materialen de stijfheid c.q. elasticiteitsmodulus uitgezet tegen de dichtheid, met drie “indexlijnen” waarop we in sectie 5 door zullen gaan. Ook schreef Ashby het lesboek “Materials Selection in Mechanical Design”, en verder is er de Cambridge Engineering Selector: een database met materiaaleigenschappen die de selectie volgens Ashby’s methode ondersteunt. Kortom, aan input geen gebrek, en dan is deze formidabele hoogleraar nog lang niet de enige die u helpen wil.

Figuur 1: Ashby "bubble plot" van stijheid tegen dichtheid
In de basis is Ashby’s benadering voor de materiaalselectie simpel:
(i) bepaal de eisen waar het materiaal aan moet voldoen;
(ii) laat alle materialen afvallen die niet aan deze eisen voldoen;
(iii) sorteer de overblijvende materialen van gunstig tot ongunstig;
(iv) kies tenslotte de meest gunstige optie.
Er kan direct aan worden toegevoegd dat de selectie zelden een lineair proces zal zijn. Doorgaans werken we iteratief: blijkt bijvoorbeeld uit een praktijktest dat onze eisen niet streng genoeg waren, dan gaan we terug naar stap (i). Menig constructeur zal zich hierin kunnen vinden; sterker nog, we kunnen dezelfde vier stappen, inclusief iteraties, toepassen op elk willekeurig aspect van onze constructie. Echter, bij materiaalkeuze komen er wel diverse specifieke problemen om de hoek kijken. Dat is waar secties 4 en 5 van dit artikel over gaan, met dan in sectie 6 enkele nieuwe inzichten om tot oplossingen te komen. Maar eerst moeten we een fundamenteler probleem aanpakken: is er wel sprake van een “typisch” soort materiaalkeuze? U leest dit in secties 2 en 3.
2. Soorten materiaalkeuze: de functiedriehoek
Centraal in het ontwerpproces staat de functie die onze constructie moet vervullen. Daartoe wordt een materiaal met een bepaald productieproces in een geschikte vorm gebracht – of, als het om meerdere constructiedelen gaat, de materialen, productieprocessen en vormen. Figuur 2 illustreert dit met wat bekend staat als de “functiedriehoek”. De klassieke beginnersfout is om de vier getoonde factoren sequentieel aan te pakken (links), maar dat levert slechts zelden succes op. Ervaren constructeurs zullen functie, vorm, materiaal en proces altijd in hun samenhang beoordelen en optimaliseren (rechts).
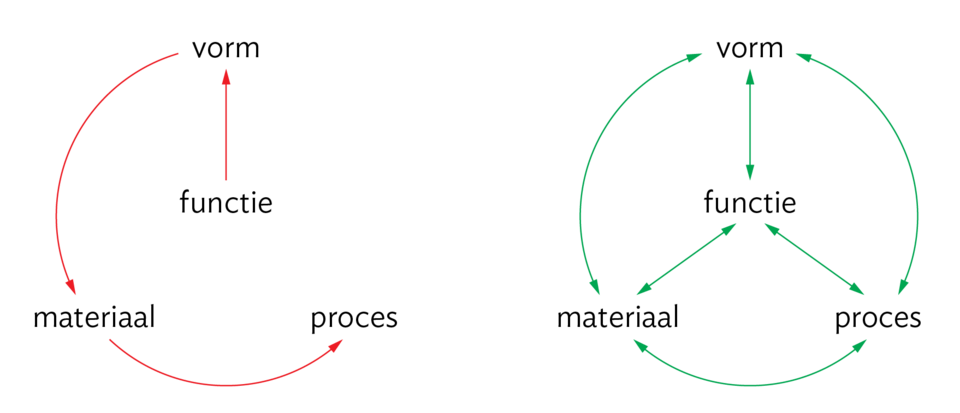
Figuur 2: de “functiediehoek” en hoe die niet en wel te doorlopen
Deze driehoek impliceert dat er verschillende soorten van materiaalkeuzes bestaan. Neem bijvoorbeeld het “kikkertje” uit Figuur 3. Dit onderdeel heeft als functie om het carter tegen de onderkant van een motorblok te schroeven (zie hiervoor Figuur 4), en dan voor tienduizenden motoren per jaar. [1]
De vorm ligt feitelijk vast en ook de productieprocessen zijn gegeven, te weten extrusie van het uitgangsprofiel gevolgd door zagen op lengte, boren van het gat, en ontbramen. Zelfs de materiaalkeuze is hier al grotendeels gemaakt: extrusie van metalen werkt immers het beste met aluminium kneedlegeringen, liefst uit de 6000-serie. Blijft over welke legering dit gaat worden en dat is geen triviaal probleem, maar is ook zeker niet moeilijk om uit te zoeken.

De vorm ligt feitelijk vast en ook de productieprocessen zijn gegeven, te weten extrusie van het uitgangsprofiel gevolgd door zagen op lengte, boren van het gat, en ontbramen. Zelfs de materiaalkeuze is hier al grotendeels gemaakt: extrusie van metalen werkt immers het beste met aluminium kneedlegeringen, liefst uit de 6000-serie. Blijft over welke legering dit gaat worden en dat is geen triviaal probleem, maar is ook zeker niet moeilijk om uit te zoeken.
Figuur 3: vier “kikkers”

Figuur 4: CAD illustratie van motorblok, carter, en kikkers (credit: DAF Trucks N.V.)
Stel dat functie en vorm nog steeds gegeven zijn, maar het proces niet. Naast extrusie komt dan bijvoorbeeld sinteren in beeld, of gieten, of verspanen, of 3D printen. Nu is de materiaalkeuze een stuk moeilijker, want elk van deze processen heeft andere voorkeuren – denk aan de “onderlinge samenhang” uit Figuur 2. Laten we ook de vorm los, dan wordt omvormen uit metaalplaat denkbaar, of bijvoorbeeld smeden, of zelfs spuitgieten uit vezelversterkte kunststof. Die processen hebben opnieuw hun voorkeuren qua materialen, maar ook qua vormvrijheid. De materiaalkeuze is nu allesbehalve eenvoudig! En u raadt het al, ook de functie kan ter discussie gesteld worden: wat als we niet alleen een duurzame verbinding tussen motorblok en oliepan willen realiseren, maar ook extra geluidsdemping, of radicaal snellere assemblage? In dit laatste geval is de ontwerpvrijheid maximaal, en is ook de selectie van het juiste materiaal maximaal uitdagend. Tabel 1 vat de vier soorten materiaalkeuze handig voor u samen.
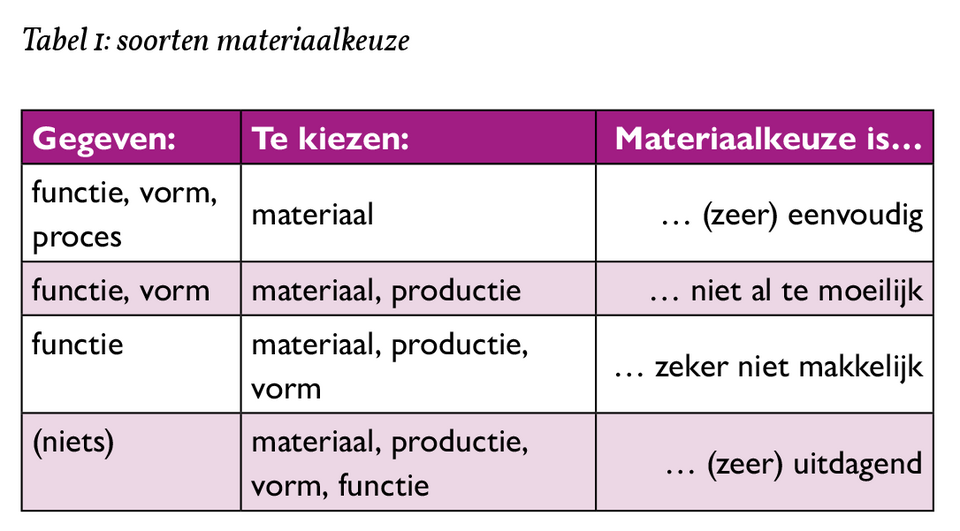
In de praktijk van het industrieel ontwerpen is het “ontdekken” van wat een nieuw product precies moet doen – dat wil zeggen, de functie(s) ervan – doorgaans deel van het ontwerpproces. Vandaar dat voor industrieel ontwerpers de materiaalkeuze vaak zo’n grote uitdaging vormt. Wat dat aangaat heeft de typische constructeur het makkelijker, want de functie die de nieuwe constructie moet gaan vervullen, is meestal reeds gegeven. Maar, zoals Tabel 1 laat zien, er zijn dan nog steeds meerdere scenario’s. En zoals de volgende sectie laat zien, kunnen we de soorten materiaalkeuze ook nog op andere manieren van elkaar onderscheiden.
3. Soorten materiaalkeuze: de bedrijfscontext
3. Soorten materiaalkeuze: de bedrijfscontext
Elke OEM van formaat heeft er belang bij om variatie in de bedrijfsvoering, in welk aspect dan ook, binnen de perken te houden. Dit beïnvloedt de materiaalkeuze, want zulke bedrijven hanteren vaak een lijst van toegestane materialen. Een constructeur die een materiaal van buiten deze lijst wil “bestellen”, zal dat grondig moeten motiveren.[2]
Ook de leveranciers zijn in de regel vooraf door de OEM geselecteerd. Dit kan de productieprocessen beïnvloeden: heel mooi om zo’n kikkertje middels thixomoulding uit magnesium te maken, [3] maar dan moet daar wel een bestaande leverancier voor zijn. Selectie van nieuwe productiepartners gebeurt uiteraard ook niet zonder goede reden.
Ook de leveranciers zijn in de regel vooraf door de OEM geselecteerd. Dit kan de productieprocessen beïnvloeden: heel mooi om zo’n kikkertje middels thixomoulding uit magnesium te maken, [3] maar dan moet daar wel een bestaande leverancier voor zijn. Selectie van nieuwe productiepartners gebeurt uiteraard ook niet zonder goede reden.
Verreweg het meeste constructiewerk vindt plaats binnen gebaande paden, dat wil zeggen binnen de vooraf geselecteerde materialen, leveranciers, en productieprocessen. We treden daar alleen buiten als het nieuwe materiaal van wezenlijk belang is voor de prestaties van het product. Om opnieuw terug te gaan naar dat kikkertje: jazeker, met een aluminiumlegering uit de zeer sterke 7000-serie zouden we dezelfde functie met iets minder materiaal kunnen vervullen. Echter, voor regulier gebruik zijn de paar grammen gewichtswinst die dit oplevert volkomen onbelangrijk. Los daarvan is de corrosiebestendigheid van de 6000-serie beter, en omdat een carter spatwaterbestendig moet zijn, houdt dat sterkere materiaal een risico in. De kosten zijn uiteraard ook een barrière! Maar voor een race-versie van de motor valt de afweging wellicht anders uit, want daar telt wél elke gram, is duurzaamheid secundair, en is de prijs minder bezwaarlijk.
Op dit punt is het goed om stil te staan bij het multidisciplinaire karakter van materiaalkeuze. Stijfheid en sterkte, duurzaamheid, kosten, leverbetrouwbaarheid en ga zo maar door komen er allemaal bij kijken. Dit aspect alleen al maakt het onderwerp extra complex, want om tot een goed afgewogen keuze te komen, moet de constructeur dus samenwerken met meerdere experts. Dat vraagt een set vaardigheden die niet iedereen bezit. Sterker nog, voor radicaal innovatieve constructies ís de materiaalkeuze überhaupt niet door één persoon te maken. Het werk wordt dan niet multi- maar interdisciplinair (zie Figuur 5). Effectief kunnen samenwerken in heterogene teams is dan een vereiste. Dat kunt u simpelweg niet van elke willekeurige constructeur verwachten – en trouwens ook niet van de doorsnee materiaalkundige.
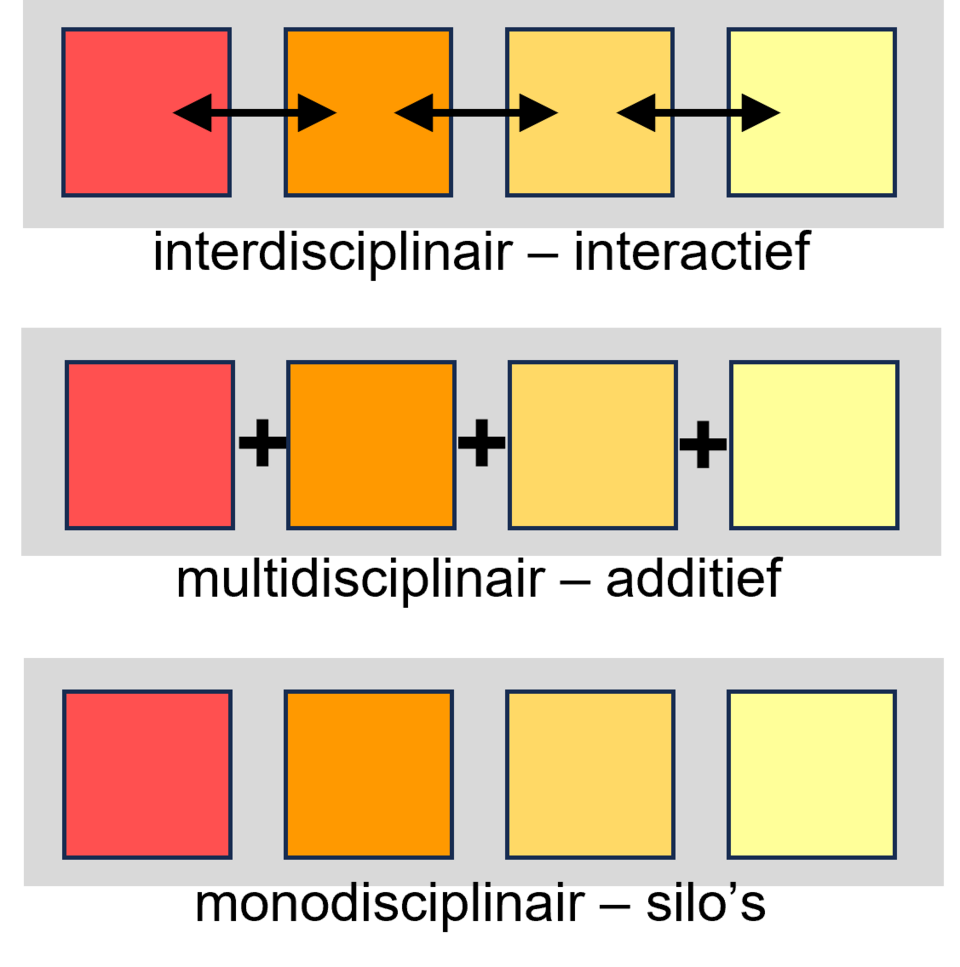
Figuur 5: Illustratie van mono-, multi- in interdisciplinair werk
Tot besluit van deze sectie nog een “open deur”: de ene constructie is simpelweg de andere niet. Als een constructiedeel veiligheidskritisch is en/of torenhoge investeringen vraagt, dan krijgt de bijbehorende materiaalkeuze uiteraard veel aandacht. De belangen zijn immers torenhoog. Hetzelfde geldt als het materiaal een essentiële rol speelt voor de prestaties van het uiteindelijke systeem. Een goed voorbeeld vinden we in de turbineschoepen van een straalmotor, waarbij werkelijk alles uit de materiaalkundige kast wordt getrokken. Hoe anders is dit alles voor een bermpaaltje: dit is niet veiligheidskritisch, vraagt bescheiden investeringen, en vraagt weinig van het materiaal anders dan lage kosten. Figuur 6 illustreert dit verschil. De materiaalkeuze wordt zeer beslist anders ervaren als uw constructie in dit spectrum ter linker- dan wel rechterzijde zit.

Figuur 6: bermpaaltje of gasturbineschoep – waar zit uw materiaal?
4. Materiaalkeuze: eenvoudiger gezegd dan gedaan
Terug naar Ashby’s plan met vier stappen. Stel dat de functie van onze constructie vastligt: kunnen we stap (i) dan gemakkelijk nemen en snel bepalen aan welke eisen het materiaal moet voldoen? Nee, in de regel niet. Dit komt doordat we een “vertaling” moeten maken van constructie-eigenschappen naar materiaaleigenschappen, en dat is allesbehalve eenvoudig. Neem nou corrosiebestendigheid: de materiaalkunde onderscheidt zo’n twintig (!) verschillende vormen van corrosie.[4]
Die zijn natuurlijk nooit allemaal tegelijk aan de orde, maar welke er wel relevant zijn, is vaak alleen door een expert te zeggen. Bovendien hangt de bestendigheid ook af van de detaillering van de constructie – iets waar sectie 5 van dit artikel op door zal gaan. Verder bestaan er synergistische combinaties van corrosie en mechanische belasting, zoals stress corrosion cracking (ook bekend als “spanningscorrosie”). Ook kunnen materialen in specifieke combinaties een vorm van corrosie uitlokken die ze in isolement niet tegen zouden komen: dit noemen we “galvanische corrosie”, of ook wel “contactcorrosie”.
Die zijn natuurlijk nooit allemaal tegelijk aan de orde, maar welke er wel relevant zijn, is vaak alleen door een expert te zeggen. Bovendien hangt de bestendigheid ook af van de detaillering van de constructie – iets waar sectie 5 van dit artikel op door zal gaan. Verder bestaan er synergistische combinaties van corrosie en mechanische belasting, zoals stress corrosion cracking (ook bekend als “spanningscorrosie”). Ook kunnen materialen in specifieke combinaties een vorm van corrosie uitlokken die ze in isolement niet tegen zouden komen: dit noemen we “galvanische corrosie”, of ook wel “contactcorrosie”.
Nu geldt corrosie als een wel zeer venijnig fenomeen, maar zelfs bij iets ogenschijnlijk simpels als “sterkte” is de benodigde vertaling niet eenvoudig. Gaat het om de vloeigrens, hardheid, treksterkte, kerftaaiheid, of om alle vier tegelijk? En dan komt gelijk de volgende complicatie om de hoek kijken, want deze aspecten van sterkte worden mede bepaald door de gekozen productieprocessen. Het klassieke voorbeeld is “smeden versus gieten”, waarbij het eerste proces doorgaans [5] een sterker en taaier materiaal oplevert dan het tweede. Maar, gieten biedt wel meer vormvrijheid, en dus meer ruimte voor het optimaliseren van de constructievorm. Bij harsinfusie is deze samenhang nog sterker, want daarbij ontstaat het materiaal – een composiet, c.q. vezelversterkte thermoharder – tegelijk met de vorm. Het 3D printen trekt dit zo mogelijk nog verder door, en doet zelfs de grens tussen constructie en materiaal vervagen (zie Figuur 7).

Figuur 7: materiaal of constructie – 3D printen doet de grens vervagen (bron: Altair/Materialise/Renishaw)
Door naar stappen (ii) en (iii): het screenen en ranken van materialen op grond van de vereiste eigenschappen. Dit kunnen we alleen doen als we beschikken over een betrouwbare en complete set data. En, alle lof voor die Cambridge Engineering Selector als hulpmiddel bij het technisch onderwijs, maar in de constructiepraktijk geeft deze database hooguit een suggestie voor het materiaal. Hetzelfde geldt voor vrijelijk toegankelijke databases zoals www.matweb.com. De beschikbaarheid van betrouwbare materiaalgegevens is in de praktijk een niet te onderschatten probleem! Dus, twee simpele stappen in theorie, maar in de echte wereld wacht ons een forse uitdaging.
En dan is er nóg een complicatie. Elk materiaal wordt getypeerd door een lange lijst van technische eigenschappen. Sommige daarvan kunnen we objectief tegen elkaar afwegen: Figuur 1 gaf hiervan feitelijk al een voorbeeld. Maar hoe kunnen we de milieu-impact van een materiaal afwegen tegen, bijvoorbeeld, de total cost of ownership van de constructie die we ervan willen maken? Of tegen de arbeidsomstandigheden bij de winning van datzelfde materiaal? U kunt uiteraard oordelen dat dit geen “technische” eigenschappen zijn en dat een andere afdeling er maar over moet beslissen, maar dan werpt u het vraagstuk over de spreekwoordelijke muur. Ten principale hebben we te maken met eigenschappen die geen gezamenlijke maat hebben – anders gezegd, die “incommensurabel” zijn. De materiaalkeuze is daardoor niet langer objectief, maar wordt subjectief. En in die keuze moet ook de constructeur zich doen gelden.
5. Ashby's "material indicators" nader bezien
5. Ashby's "material indicators" nader bezien
We keren zoals beloofd terug naar Figuur 1, waarin voor diverse materialen de stijfheid E is uitgezet tegen de dichtheid ρ. We zien hier drie “indexlijnen”, gelabeld E/ρ, √E/ρ en 3√E/ρ. Deze uitdrukkingen zijn voorbeelden van wat Michael Ashby “material indicators” noemt. Ze helpen ons om materialen snel te vergelijken. Ter illustratie: stel, we hebben een constructiedeel dat op trek wordt belast, en dat bij een gegeven stijfheid zo licht mogelijk moet zijn (zie Figuur 8, links). Wat is dan beter: staal of aluminium? De stijfheden van deze twee metalen zijn respectievelijk 210 en 70 GPa. Staal wint deze wedstrijd met gemak, maar heeft ook een driemaal hogere dichtheid dan aluminium: 7,8 tegen 2,7 kg/dm3. We kunnen het dwarsoppervlak van het aluminium constructiedeel, bij gelijk gewicht, dus driemaal groter maken dan dat van het stalen deel. [6]
Dit compenseert keurig voor de lagere stijfheid – een opmerkelijk toeval. Anders gezegd, de materiaalindex E/ρ van beide materialen is gelijk. Als we een indexlijn met richtingscoëfficiënt 1 door aluminium trekken, zoals gedaan in Figuur 1, dan ligt staal ook op die lijn. Alle materialen erboven zijn in deze context lichter, en die eronder zijn zwaarder.
Dit compenseert keurig voor de lagere stijfheid – een opmerkelijk toeval. Anders gezegd, de materiaalindex E/ρ van beide materialen is gelijk. Als we een indexlijn met richtingscoëfficiënt 1 door aluminium trekken, zoals gedaan in Figuur 1, dan ligt staal ook op die lijn. Alle materialen erboven zijn in deze context lichter, en die eronder zijn zwaarder.
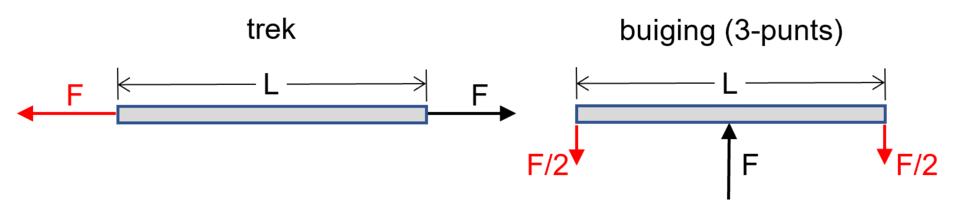
Figuur 8: staaf op trek (links) en buigende balk (rechts), met actie en reactie(s)
Voor een buigende balk (Figuur 8, rechts) pakt de vergelijking anders uit. Nu is niet het dwarsoppervlak maatgevend voor de weerstand tegen vervorming, maar het oppervlakte-traagheidsmoment – en daar schuilt een vierde macht achter. Bij de aluminium balk hoeven we de afmetingen van de doorsnede dus slechts met een factor 4√3 op te schalen ten opzichte van de stalen balk om de driemaal lagere stijfheid op te vangen. De bijbehorende materiaalindex is dan √E/ρ. In Figuur 1 kunt u zien hoe staal nu onder de door aluminium getrokken indexlijn ligt: het presteert in dit opzicht dus slechter. Hebben we te maken met buiging van platen, dan geldt 3√E/ρ, met een nog groter voordeel voor het lichtmetaal. De richtingscoëfficiënten van de tweede en derde lijn zijn overigens 2 respectievelijk 3; die van de eerste (E/ρ) is uiteraard gelijk aan 1.
Dit elegante stukje theorie suggereert een geleidelijke progressie van de ene naar de andere belastingvorm, van
E/ρ = 1√E/ρ via 2√E/ρ naar 3√E/ρ. Maar laat dit 1-2-3’tje u niet betoveren! Belast op pure trek vervormt een constructiedeel namelijk nauwelijks. Reken maar na: aluminium 6082-T6 heeft een rekgrens van rond de 280 MPa [7] en de Wet van Hooke voorspelt dan een maximale elastische rek van 0,4%. Bij normaal gebruik blijven de spanningen daar ruim onder, ervan uitgaande dat de constructeur weet wat hij of zij doet. Rekken van 0,1% of minder zijn de norm, en de bijbehorende vervormingen zijn haast altijd te klein om de constructiemoeite waard te zijn. [8] Echter, is er sprake van buiging, dan zijn de vervormingen wél relevant – sterker nog, ze zijn vaak het eerste probleem om te beteugelen. In de echte wereld is de progressie dus allesbehalve geleidelijk.
Er zijn ook “material indicators” voor sterkte per eenheid gewicht. Voor belasting op trek geldt dan de materiaalindex σ/ρ = σ(1/1)/ρ, met toelaatbare spanning σ en dichtheid ρ. Voor buiging van balken geldt σ(2/3)/ρ, en voor buiging van platen is er √σ/ρ = σ(1/2)/ρ. Opnieuw zien we een geleidelijke progressie in de exponenten, maar weer is de praktijk anders: constructies zijn op trek immers veel sterker dan op buiging. Bovendien is voor sterkte vooral de detaillering van belang, en dat voert ons naar de volgende sectie.
6. Een handig onderscheid: hoofdvorm, details, oppervlak
6. Een handig onderscheid: hoofdvorm, details, oppervlak
Het wordt tijd om iets positiefs toe te voegen aan Ashby’s theorie, en dat gaan we nu doen. Het blijkt handig om de factor “vorm” uit de functiedriehoek te splitsen in de globale en de lokale vorm – anders gezegd, we kunnen de hoofdvorm onderscheiden van de details. Dit geldt om te beginnen voor verbindingen, waarvan Figuur 9 u er enkele toont. De concentratie van spanningen is bij elk weer anders, en daarmee de sterkte – vooral als we te maken hebben met herhaalde belasting en dus met vermoeiing. Nog een voorbeeld zijn afrondingsstralen, dik-dun overgangen, en punten waar een externe belasting wordt ingeleid. Sterkte hangt dus vooral af van de details, terwijl de stijfheid juist primair door de hoofdvorm wordt bepaald.

Figuur 9: verbindingstypen – de sterkte is steeds weer anders!
Er is nog een onderscheid te maken, namelijk tussen het volume en het oppervlak van de vorm. Vaak kunnen we ons constructiedeel voorzien van een coating om de corrosieweerstand ervan te verhogen, of simpelweg om het een ander uiterlijk te geven. Of wat denkt u van oppervlakte-warmtebehandelingen: deze kunnen de hardheid en slijtvastheid fors verhogen. En met shot peening kunnen we zelfs de weerstand tegen vermoeiing significant verbeteren. De beginner zoekt tevergeefs naar een materiaal dat alles kan, maar de ervaren constructeur maakt slim gebruik van technieken om het oppervlak te manipuleren. Overigens, merk op dat de corrosieweerstand ook gebaat kan zijn slimme details: wilt u ergens in uw constructie voorkomen dat er daar water blijft staan, dat biedt een simpel drainage-gaatje letterlijk een uitweg.
Het is frappant hoe we de sterkte, hardheid, en weerstand tegen slijtage of corrosie van onze constructie doorgaans beter uit de details en/of het oppervlak kunnen halen dan uit de hoofdvorm. Omgekeerd is het juist die hoofdvorm die voor de stijfheid zorgt – een handig onderscheid om te kennen. In deze context is temperatuurbestendigheid ook interessant om te noemen, want dit hangt juist weer van geen van drieën af. Zo is aluminium 6082-T6 gewoon niet bestand tegen langdurig gebruik bij temperaturen van 180°C of hoger, terwijl staal het prima uithoudt tot zo’n 330°C. Daar kun je simpelweg niet voor compenseren via hoofdvorm, details, of oppervlak.9 En ook dat is een goed inzicht om mee te nemen.
7. En de moeilijkste keuzes zijn…
We hebben u in dit artikel meegenomen in de wereld van de materiaalkeuze. Daarbij was ons streven om de theorie van Michael Ashby kritisch vanuit de praktijk te beschouwen. Dit heeft meerdere kanttekeningen opgeleverd die we u graag hebben meegegeven – met de opmerking erbij dat deze bijzondere hoogleraar de eerste was om het met ons eens te zijn, waarvan acte! Verder hebben we u een handig onderscheid meegegeven tussen de hoofdvorm, details, en oppervlak van alle “vormen” die u construeert, en dat is dan weer een extra inzicht dat u hopelijk ten dienste zal staan.
Tot slot nog deze overpeinzing: wat zijn nu eigenlijk de moeilijkste materiaalkeuzes om te maken? Daarop kan slechts één antwoord op worden gegeven, namelijk “de eerste twintig!”. Want alle theoretische inzichten ten spijt is en blijft er ook hier geen substituut voor ervaring.
Noten
1. De motor in kwestie was de 12,6-liter DAF vrachtwagenmotor uit 2002.
2. Succes is hierbij niet te garanderen, want ook de branche zelf kan middels normering beperkingen opleggen: zo zijn er maar weinig materialen vrijgegeven voor toepassing in het interieur van vliegtuigen.
3. Magnesium is niet alleen extra licht van gewicht, maar heeft ook goede dempende eigenschappen.
4. Niet overtuigd? Pakt u dan ASM Handbook Vol. 13 er maar eens bij, met 2.000 pagina’s over drie delen.
5. Doorgaans – niet altijd. Er zijn namelijk grote verschillen op het niveau van de smederijen en gieterijen, en de ene giet- of smeedmethode is ook de andere niet.
6. Let op: er moet wel ruimte zijn voor die dikkere aluminium constructie. Per eenheid volume blijft staal drie maal zo stijf als aluminium.
7. Deze sterkte valt in de praktijk binnen zekere toleranties, voorgeschreven door de betreffende norm, EN 755-2. Afhankelijk van de gekozen leverancier kan dit tolerantieveld kleiner zijn.
8. In “Over bouten gesproken” (Constructeur nr. 5, jaargang 2016) vindt u een uitzondering: voor de schacht van een bout is de elastische verlenging wél van belang.
9. Sommige coatings kunnen de weerstand tegen scaling verhogen, d.w.z. tegen versnelde corrosie bij hoge temperaturen. Zo zijn er altijd weer uitzonderingen die het construeren zo interessant maken.