


Aluminiseren
Anno nu worden veel onderdelen in de industrie blootgesteld aan extreem hoge temperaturen. Met name nieuwe ontwikkelingen en transitie in de energiemarkt en petrochemie, geven aanleiding om gebruik te maken van bijzondere materiaalsoorten. Nadeel hiervan is vaak de hoge kosten en verkrijgbaarheid. Een interessant alternatief zou het “aluminiseren” d.m.v. packdiffusie kunnen zijn.
Door: Rob Jongbloed & Jeroen Heijneman - Chromin Nederland
Met deze oppervlaktebehandeling is het mogelijk om metalen een extreem goede temperatuur- en oxidatiebestendigheid te geven. Tevens kan deze behandeling gebruikt worden om opkolen tegen te gaan en waterstof diffusie (brosheid) te voorkomen. Er kan met dit proces een maximum van 60% aluminium in/aan het oppervlak worden gevormd. In de praktijk zijn de processen zodanig ingeregeld om ca. 25% bij Ferrometalen en 12% bij nikkelbasis legeringen te vormen. De te bereiken laagdiktes liggen, afhankelijk van het gekozen basismateriaal, tussen de 25 en 1000 µm.
Aluminiseerproces bij Chromin
Onderzoek op het gebied van aluminiumdiffusie is gestart met als doel het ontwikkelen van een proces dat in een conventionele oven kon worden uitgevoerd. Het proces moest tevens geschikt zijn voor de behandeling van staalsoorten met uiteenlopende samenstellingen. Deze eisen resulteerden in de ontwikkeling van een eenvoudig proces, waarbij het te behandelen onderdeel in een container (kist) wordt uitgevoerd. Verder is het essentieel dat een aluminium-houdend poeder gebruikt wordt, dat zonder de externe toevoer van gassen, actief genoeg kan blijven om de aluminiumreactie op gang te houden. Het te gebruiken aluminiseerpoeder moet economisch zijn in het gebruik, mag niet te veel van samenstelling veranderen en moet eenvoudig zijn te regenereren. Omdat het proces moet worden gebruikt voor uiteenlopende staalsoorten, zal het behandelingsgas zodanig moeten zijn dat wordt voorkomen dat de structuur en de samenstelling van het staal direct onder de gevormde laag te veel verandert. Het gebruik van een container (kist) vereist een betrouwbare methode om deze af te dichten, zodat er geen contact met de atmosfeer kan plaatsvinden tijdens opwarmen en afkoelen. De ontwikkeling van een ‘vloeibare klep’ heeft daarbij grote betekenis gehad voor de praktische toepassing van het proces.


Procesvolgorde
De procesvolgorde van het huidige in gebruik zijnde D.A.L.- proces is als volgt:
- 1. De te behandelen producten worden eerst ontvet en eventueel met glasparels gestraald.
- 2. Vervolgens worden deze samen met het aluminium¬poeder in de container (kist) gepakt. Tussen de te “aluminiseren” producten moet een kleine ruimte worden vrijgelaten.
- 3. Daarna wordt het deksel op de container (kist) geplaatst en in het glas-slot gebracht waarna het geheel in de kameroven wordt geplaatst. Het aluminiseerpoeder is een goede warmtegeleider, waardoor al na twee tot vier uur een regelmatige temperatuur verdeling wordt bereikt. Het temperatuur-tijdverloop van het proces kan, afhankelijk van de vorm en afmetingen van het product, de specificaties en de vereiste eigenschappen, sterk variëren. Bij toepassing van het D.A.L.-proces worden de te aluminiseren materialen ingedeeld naar hun samenstelling.
- 4. Als de container (kist) uit de oven wordt gehaald kan deze in de buitenlucht afkoelen en daarna worden geledigd.
- 5. Nadat de producten samen met het aluminiseerpoeder uit de container (kist) zijn gehaald kan het aluminiseerpoeder gemakkelijk van de producten worden verwijderd. Het oppervlak van de producten is meestal redelijk schoon en behoeft onder normale omstandigheden geen verdere nabewerking. Na gebruik vertoont het aluminiseerpoeder kleine veranderingen in samenstelling. Door nieuwe toevoeging van poeder is deze weer geschikt voor hergebruik. Hierdoor is dit proces ook als zeer milieuvriendelijk te bestempelen.
Opbouw en samenstelling van de lagen
De dikte en de samenstelling van de door aluminiumdiffusie verkregen lagen is afhankelijk van verschillende parameters. Dit zijn onder andere:
- Diffusiesnelheid van het aluminium.
- Samenstelling van het staal.
- Samenstelling van het aluminiseerpoeder.
- Procestijd.
- Procestemperatuur.
- Eventueel aanvullende gloei-/oxideerbehandeling.
Aluminiseer-laag
Hieronder is een afbeelding te zien van een typische aluminiseer-laag.
Oppervlaktehardheid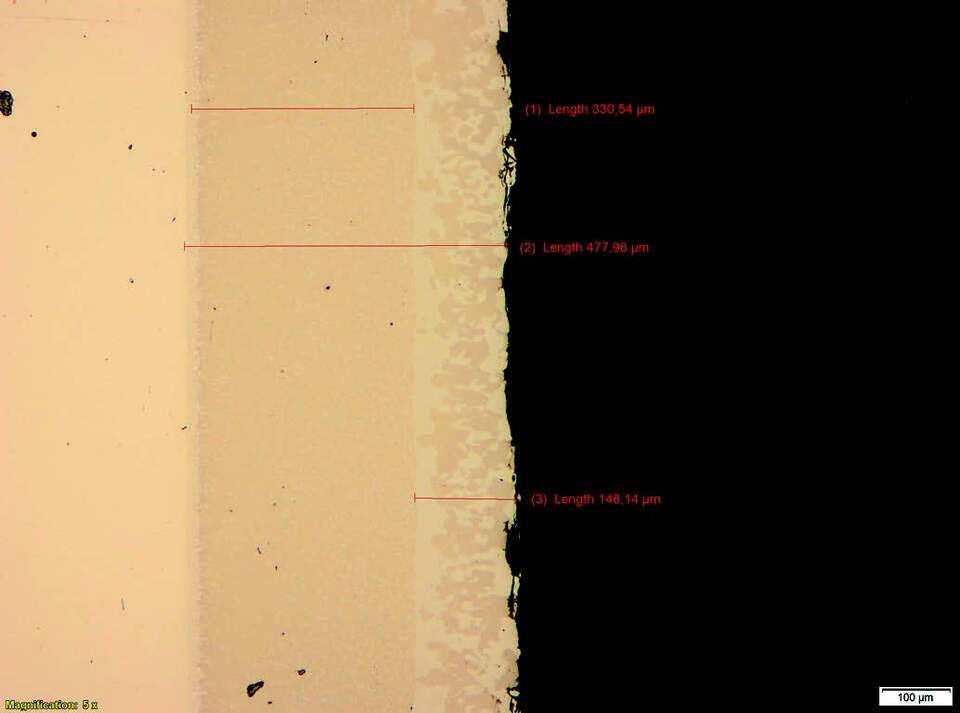
De hardheid van de gealuminiseerde is signifi¬cant hoger (4-5 keer) dan het onbehandelde materiaal. Deze hardheid ontstaat ná een aan¬sluitend gloeiproces in een zuurstofrijke atmosfeer waardoor Al2O3 gevormd kan worden.
Oxidatiebestendigheid
- Extreem goede oxidatie resistentie en “scaling”
- Het resistentie mechanisme is gebaseerd op het feit dat er onder oxiderende omstandigheden het aluminium reageert met zuurstof tot aluminiumoxide. (Al2O3)
- Aluminiumoxide is extreem stabiel en gedraagt zich als een keramische oppervlakte-barrière. Ten gevolge hiervan is het basismateriaal beschermd tegen oxidatie bij temperaturen van wel 1200°C.

Resistentie tegen opkolen van materialen / Weerstand tegen “"Metal Dusting"
Gealuminiseerde onderdelen hebben een unieke resistentie tegen opkolen/carboneren. Indien stalen blootgesteld worden bij hoge temperatuur aan een koolstofrijke atmosfeer, zal er een koolstofopname (opkolen/carbone¬ren) in het oppervlak ontstaan, welke de corrosie¬bestendigheid doet afnemen en waardoor het materiaal zich erg bros gaat gedragen. De beschermende eigenschappen van het aluminiseren ontstaan door de eigenschap dat ferro-aluminium een lagere oplosbaarheid bezit t.o.v. het onbehandelde basismateriaal. Metal dusting is een ernstige vorm van corrosieve degradatie bij metalen en legeringen bij hoge temperaturen (300-850°C) in koolstof-oververzadigde gasvormige omgevingen. Fe, Ni en Co, evenals legeringen op basis van deze metalen zijn allemaal gevoelig. De corrosie manifesteert zich als een degradatie van bulkmetaal tot metaalpoeder (“dust”) – vandaar de term “metal dusting”.

Resistentie tegen waterstofdiffusie/brosheid
In de energiesector worden veel hoogwaardige materialen gebruikt die onder bepaalde omstandigheden gevoelig kunnen zijn voor waterstofbrosheid. Dit fenomeen treedt op zodra bij de processen waterstof betrokken is, alsook de aanwezigheid van een mechanische spanning. Uit diverse onderzoeken is gebleken dat het behandelen door middel van het aluminiseren een verbetering kan opleveren tegen dit fenomeen met een factor 1000.
Bescherming tegen sulfidatie
Het aluminiseren van onderdelen geeft een zeer goede corrosiebescherming veroorzaakt door de blootstelling aan diverse zwavel-verbindingen zoals H2S, SO2 en SO3 bij temperaturen >250°C. Onder deze sulfiderende omstandigheden zullen gealuminiseerde onderdelen niet “scalen” en dus niet leiden tot falen. Voor toepassingen zoals watergekoelde oven componenten, waarbij één oppervlak is blootgesteld aan extreem hoge temperaturen, en de andere is gekoeld door water of lucht, ontstaat repeterend uitzetten en krimpen. Het watergekoelde onderdeel zal door de veranderingen in de procestemperatuur worden blootgesteld aan cyclische trek- en drukspanningen. Vaak zal er dan ten gevolge van de temperatuurgradiënt tussen het binnen- en buitenlaag, scheuren ontstaan in het oppervlak. Hierdoor zal het oppervlak worden blootgesteld aan oxidatie en andere vormen van corrosie waarbij de hete procesgassen diep in het materiaal kunnen doordringen en de doorgroeiende scheuren uiteindelijk het onderdeel zullen laten falen. Het aluminiseren geeft in dit geval een bescherming tegen deze oxidatie en sulfidatie van de oven- of procesatmosfeer, vanwege het aluminiumrijke gevormde oppervlak. Het aluminium oxideert tot het extreem stabiele aluminiumoxide (Al2O3) aan het oppervlak, dat voorkomt de vorming van andere oxides in de gevormde scheuren, dus hierdoor reduceert de groeisnelheid van de scheuren. Tevens zorgen het aluminium en de aluminiumoxide voor een lage thermische geleding.
Slijt-/Erosiebestendigheid
Omdat de oppervlaktehardheid van het gealuminiseerde product aanzienlijk hoger ligt dan het onbehandelde materiaal, wordt de slijtweerstand verbeterd.
Dankzij de metallurgische verbinding tussen de aluminiseer¬laag en het basismateriaal, zal de aluminiseerlaag niet los- of uitbreken.
Kwaliteit- en procesbeheersing
De processen worden uitgevoerd en beheerst conform de ASTM B875 en de QA ISO 9001. Door middel van batchsamples worden de procesdata in de diverse posities van de behandelingsbatch vastgelegd. Meest bepalende parameters zijn daarbij de laagdiepte, de diepte van de interkristallijne diffusie-zone en eventueel de aluminium concentratie.
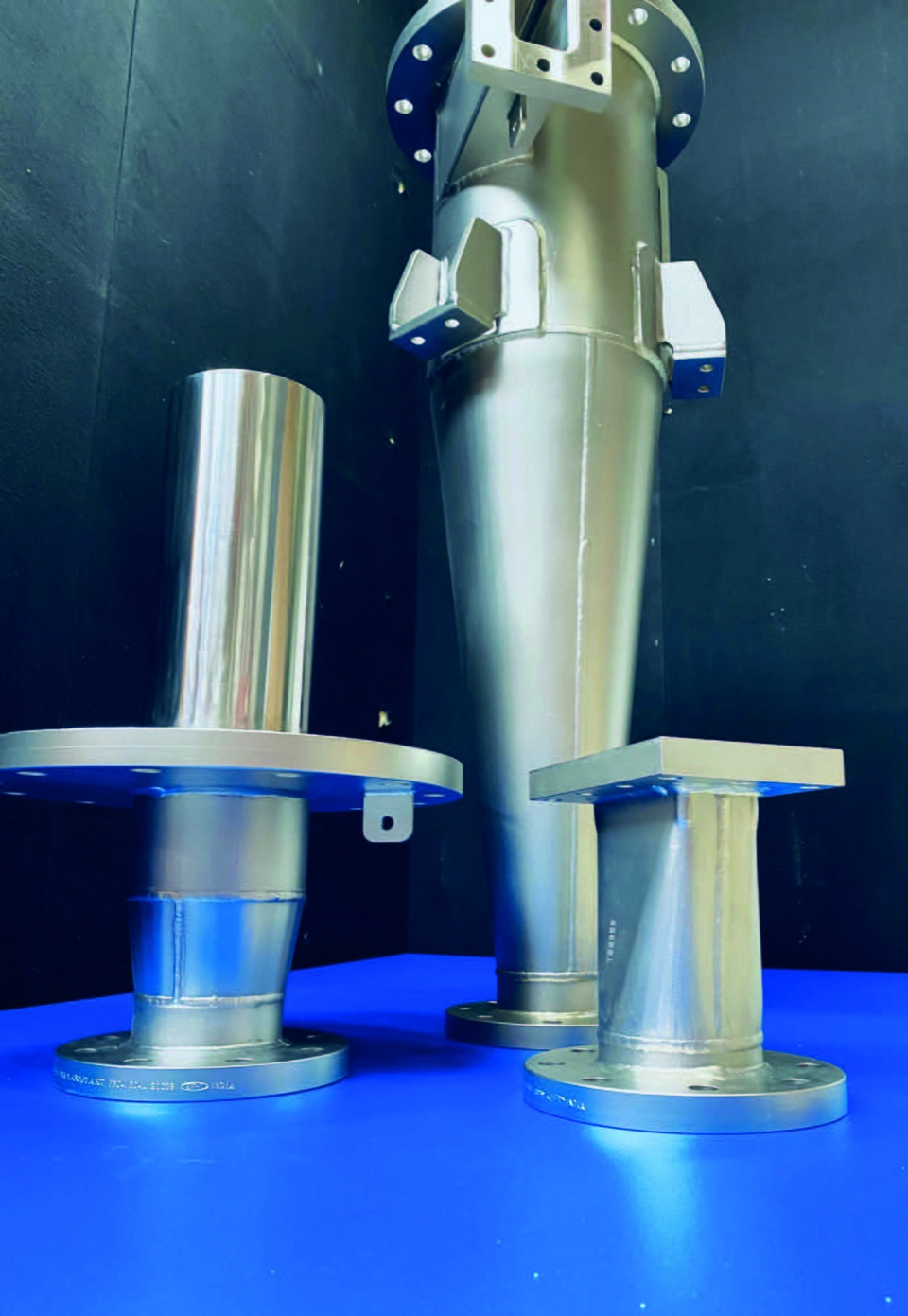
Toepassingen
Het toepassingsgebied van aluminiseren is in de industrie zeer breed en kan als gevolg van de huidige energietransitie ook voor componenten in electrolysers en katalysatoren ingezet worden.
Overige toepassingsgebieden van het aluminiseren van staal/RVS/Nikkelbasis materialen zijn onder andere: leidingwerk, trechters, katalysatoren, branders, diverse procescomponenten, warmtewisselaars, etc. ten behoeve van:
- Olie- en gasindustrie;
- (Petro)chemische industrie;
- Energie producerende bedrijven;
- Waterstofproductie;
- Brandertechnologie
- Enz, enz.
Meer informatie over het aluminiseren is verkrijgbaar bij Chromin Maastricht BV, telefoonnummer 043-3632021.
Website: www.chromin.nl
Email: info@chromin.nl
